一則社會新聞引發廣泛關注:有市民不慎丟失手機,撿到者竟利用手機上的小額免密支付功能,在短時間內將微信、支付寶內的余額盜刷一空。此類事件并非孤例,它尖銳地暴露了移動支付便捷性背后潛藏的安全風險——我們為便利而開啟的“免密支付”,在設備丟失或被盜時,可能成為資金安全的巨大漏洞。
所謂“免密支付”,通常指在單次交易金額較低(如1000元以下)時,用戶無需輸入密碼或進行指紋、人臉等二次驗證即可完成支付。該功能由微信支付、支付寶等主流支付平臺提供,初衷是提升小額高頻場景(如打車、購物、點餐)的支付效率,優化用戶體驗。一旦手機落入他人之手,且鎖屏密碼被破解(或原本未設置),不法分子就能利用此功能,在免密額度內進行多次消費,直至掏空賬戶余額或達到額度上限。
為何風險如此之高?關鍵在于,免密支付在一定程度上“繞過”了支付環節最重要的身份驗證步驟。即便手機設有鎖屏密碼,若被技術手段破解或通過偷窺等方式獲取,支付屏障便形同虛設。更令人擔憂的是,許多用戶對自己開通了哪些免密支付服務并不完全清楚,這些授權可能散落在各類電商、出行、娛樂App中,形成隱蔽的風險點。
鑒于上述風險,強烈建議用戶重新評估并管理自己的免密支付設置。具體操作建議如下:
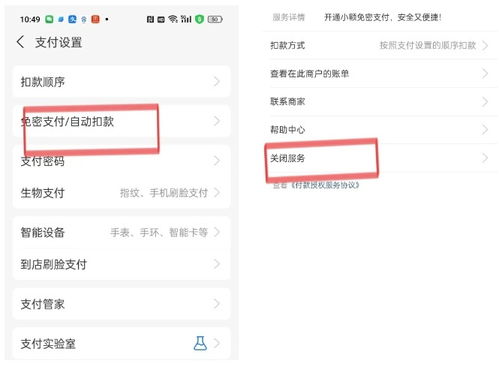
- 全面排查與關閉:立即進入微信支付和支付寶的【支付設置】或【安全設置】中,仔細檢查已簽約的免密支付/自動扣款項目。對于不常用或不需要的服務,果斷選擇【關閉】或【解約】。
- 調低或關閉免密額度:在支付平臺的安全設置里,尋找“小額免密支付”選項,可選擇關閉該功能,或將其額度調至最低(如100元以下),以最大限度控制潛在損失。
- 強化設備與賬戶安全:務必為手機設置復雜的鎖屏密碼(并避免使用簡單圖形或生日),同時開啟SIM卡PIN碼保護,防止手機丟失后號碼被用于接收驗證碼。為微信、支付寶單獨設置高強度支付密碼,并啟用指紋或人臉識別支付,增加一道安全鎖。
- 養成定期檢查習慣:定期查看支付賬單和自動扣款協議列表,及時發現并取消不明授權。
- 意識先行:妥善保管個人手機,避免在公共場合泄露鎖屏與支付密碼。一旦手機丟失,應第一時間通過其他設備登錄支付賬戶凍結功能,或撥打客服電話掛失,并迅速通知運營商凍結手機號。
移動支付平臺在提供便利的也應持續加強安全教育和風險提示,例如更醒目地提醒用戶管理免密協議,或推出“設備異常支付預警”等功能。而對于用戶而言,在享受科技便利時,務必樹立“便捷誠可貴,安全價更高”的觀念,主動管理支付授權,莫因一時省事而置財產安全于險境。安全支付,從審慎關閉每一個不必要的“免密”開始。